
技术实战
NEWS DETAILS
上一期我们解析了QJCAM2026新功能中的“多轴与复合加工”模块,本期将聚焦于生产现场更加基础且关键的——防错管控模块。
在精密加工的生产现场,一次刀具调用失误、一组坐标系参数错输、一个程序执行顺序混乱,都可能导致工件报废、机床受损的严重后果。传统依赖操作员经验的“肉眼防错”模式,早已难以适配智能制造的高精度、高效率需求。
生产现场的错误诱因多样,但主要集中在刀具、坐标系、程序三大环节。QJCAM2026新增的防错管控模块,构建了覆盖“刀具准备-坐标系设定-程序执行”全流程的加工管理体系,通过软件化校验取代传统人工核对,实现加工过程的风险预判与管控。
三大核心能力
1. 刀具防错:
刀具未对刀导致尺寸缺失、调用刀具与程序参数不符等常见问题,曾是导致工件报废的主要原因。
QJCAM刀具防错功能通过“导入-设定-核验”的标准化流程,改变依赖人工的现状:
• 精准管控:导入程序所用刀具信息,自主选择需检查刀具并设定参数公差,明确核验标准;
• 系统适配:根据数控系统类型生成专属刀具检查宏程序,写入参数后直接输出至NC;
• 离线高效:无需建立机床通信,宏程序自动完成数值判定。

(图1 :刀具防错检查表)
通过软件统一管理刀具参数,避免因刀具错误导致的工件及机床损失,让刀具调用的正确性保持稳定。
2. 坐标系找正防错:
手动输入G54坐标系时按错数字、遗漏坐标系偏置设置,这些“小失误”往往会导致整批工件加工位置偏移、彻底报废。
QJCAM坐标系防错功能依托在机测量技术,实现坐标系的自动校验与纠错:
• 智能检测:通过机床探针检测零件基准面或角向特征,对比理论点与实测点偏差值,判断坐标系是否正确;
• 程序输出:生成独立测量程序,经后置处理后直接应用于生产;
• 便捷执行:无需机床通信,宏程序完成在机测量与数值判定。
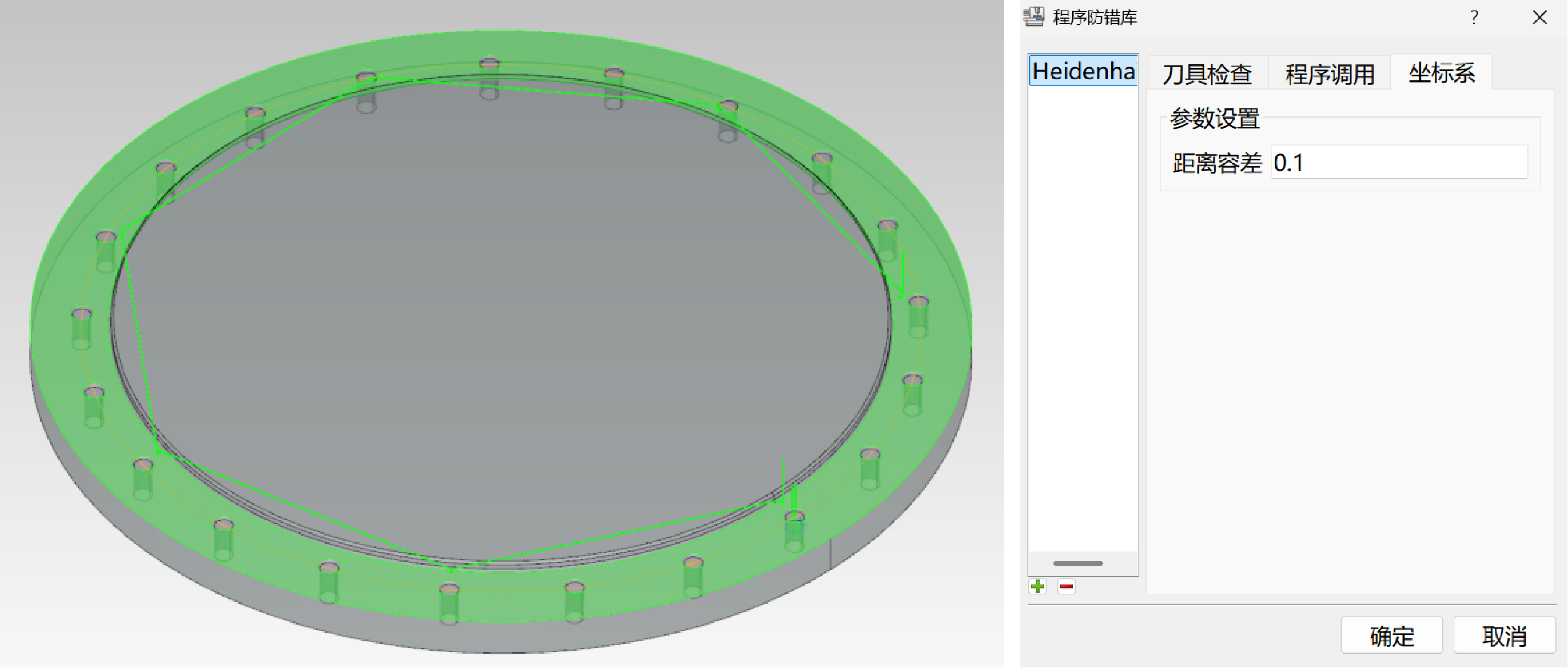
(图2 :坐标系防错程序路径及软件界面)
从源头规避坐标系设置错误,解决因位置偏差导致的批量损失问题,为加工精度提供可靠保障。
3. 程序防错:
零件程序命名混乱、执行顺序错乱,是生产现场的“隐形风险”。传统依赖文件命名规范和操作员记忆力的管理方式,在频繁换产时极易出错。
QJCAM程序防错功能通过标准化管理,实现程序调用的精准可控:
• 规范命名:通过统一零件加工程序命名规则,明确程序标识;
• 智能计数:软件对输出的NC程序名称自动计数,形成唯一标识;
• 顺序校验:通过计数数值与程序段号数值比对,判断程序调用是否正确,支持按顺序执行及重复执行模式。
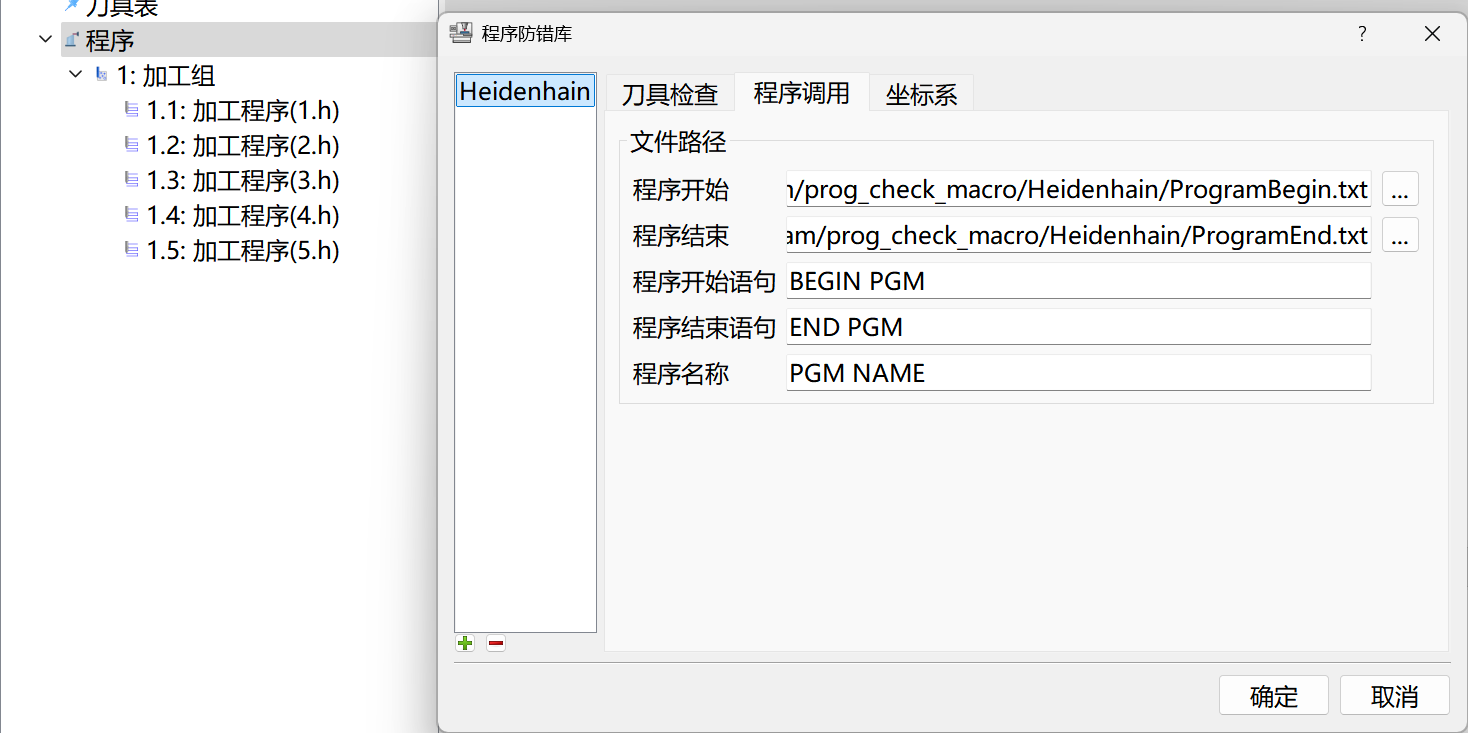
(图3 :程序调用防错界面)
用系统管控替代人工记忆,解决程序执行错误导致的加工特征异常、精度不达标等问题,让生产流程更有序。
核心优势:让防错简单、可靠
无需改造现有设备:不依赖机床通信,通过宏程序即可实现全功能落地,降低企业投入成本;
适配现有操作习惯:功能流程与现场工人工作模式高度契合,无需复杂培训即可快速上手;
风险前置化解:将“事后补救”改为“事前预防”,从源头降低错误发生率,提升加工稳定性与质量一致性。
目前,该防错模块已在多家客户现场完成实施验证,配合数控防错应用研究技术服务,为企业带来了显著的降本增效成果。
